November 21, 2013
In part one of this series, I wrote about the variables involved with the prepress process that require the greatest degree of control. In part two, I reviewed the required screen variables. In this issue, let’s consider the variables of the ink transfer/printing process found in transferring ink from the screen to the fabric surface. We also will review the variables surrounding the inks and squeegees with regard to the printing process.
Screen printers can only obtain knowledge of plastisol ink with time, experience and repetition. The actual determining factors of a quality ink lie in the hands of the printers themselves. Ink that prints perfectly for one printer may never work for the printer located down the street. In many situations, the conditions in which the ink is used determine its performance. Although the ink’s quality is key in numerous factors, its performance will only be as good as the conditions under which it is used. There are a number of key factors that screen printers look for in the plastisols they use.
Viscosity/Printability: The most important aspect of a plastisol screen printing ink for a textile screen printer is its ease of use. This is referred to as viscosity or printability. Most plastisols have a creamy viscosity like that of peanut butter. Typically, they are thicker in the can than on the screen. This is to say that most plastisols are thixotropic, which means they will loosen up or decrease in viscosity. This happens once the ink is sheared either by being stirred in the bucket or being loosened by moving it in the screen. The latter can be done either with the squeegee on a manual press or the squeegee and flood bar on an automatic machine. Many screen printers misinterpret ink as being too thick, when just a little mixing will readily break down the false body that has set up, rendering it perfect for printing.
Opacity: Opacity refers to the ink’s ability to properly cover the fabric and there are a number of factors that will determine this characteristic. There are ink components that will determine its base opacity in conjunction with its viscosity. This includes the percentage of pigment built into the formula, the quality of the pigment used, and the type and quality of fillers used in the formula.
Proper Curing: The most common issue that textile screen printers using plastisols encounter today is the under- or over-curing (re-melting) of the printed ink film. The most important thing novice printers must realize is that the entire ink film thickness must reach 320˚F for the ink to perform to desired expectations. If this doesn’t happen, the result is poor bleed resistance on synthetic fabrics, poor elongation (stencil strength) and poor washability or durability.
Although under-curing is a common occurrence, over-curing also can happen if the plastisol ink film reaches temperatures as high as 360˚F. The result of exceeding the cure temperature is poor bleed resistance on synthetic fabrics, blistering of white (BR) ink films or underbases, dye migration caused by dye sublimation, chalking and poor elongation.
Water-Based/Non-PVC Inks: As larger athletic apparel manufacturers have strived to meet safety standards like the Consumer Product Safety Improvement Act (CPSIA), textile screen printers servicing these industries have had to use alternative technologies, such as non-PVC inks and high-solids water-based inks. There are a number of different products on the market today, such as: acrylic-based, PVC-free inks; urethane-based, PVC-free systems; high-solids-content water-based inks; and standard water-based and discharge inks. As a majority of the textile screen printers are accustomed to printing with standard plastisols, it is important to realize that a conversion to an alternative ink system will take extensive research and testing prior to bringing it into your facility.
SQUEEGEE VARIABLES
Squeegee pressure as a variable is determined by a number of different factors, including the tension and off-contact distance of the screen in conjunction with the ink’s viscosity. In order to control these variables, use a high-tension screen with minimal off-contact distance. The result allows for printing with minimal squeegee pressure, which enables the ink film to be deposited onto the surface of the fabric instead of being driven through it. This factor will contribute to maximum ink film opacity.
Squeegee speed is determined by the shear characteristics of the ink itself and the speed at which you achieve a complete cleaning of the screen. Squeegee durometer is a variable that often is overlooked by too many printers. Many smaller shops will use a single-durometer squeegee in the name of economy. Although there are many different squeegee durometers to choose from, the trick is to identify what’s right for your shop without overwhelming your printers with too many choices (variables).
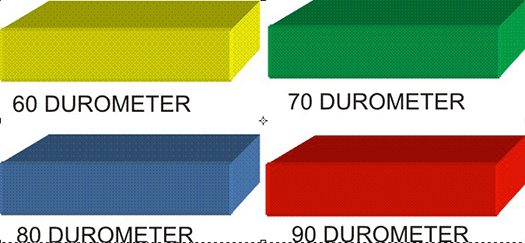
Single-durometer squeegees come in several different durometers (shore), which includes 60, 65, 70, 75, 80, 85 and 90. The actual selection will vary between manufacturers. Typically, a textile printing facility should have little need for more than two different squeegee durometers. If strictly dealing with single-durometer blades, most facilities can get by with a 70-75 durometer blade for their regular-opacity and wet-on-wet printing. The second would be an 80-85 durometer blade to be used for high-definition or four-color process printing, where thinner ink films are desired.
Dual-durometer squeegee blades come in two primary configurations: side-by-side and stacked. The goal here is to have a softer printing edge that easily will conform to the screen surface while having a harder support backing to minimize the squeegee’s deflection.
The first of these two configurations to be introduced to the industry was the side-by-side squeegee, which could be comprised of a harder support side (80-90 durometer) and the softer printing edge (60-70 durometer). The issue with the original side-by-side configuration was that you would only print with one side of the blade. Over time, this would allow the blade to develop a “memory” due to the repeated one-direction use, resulting in permanent bow in the blade. The stacked configuration eliminated this issue, as either side of the blade could be used, which prevented the memory issue from occurring.
Triple-durometer squeegees are comprised of a rigid center (such as a 90 durometer) that will keep the blade’s rigidity when printing, and a softer printing edge on both sides (such as a 70 durometer) that will easily conform to the screen’s surface and allow for a clean ink transfer. Triple-durometer squeegees are the best for controlling ink film thicknesses. Additional durometer combinations are available through different squeegee
manufacturers.
The radial edge of the squeegee refers to the rounded edges that come in contact with the screen’s surface during printing. The blade’s edge — in conjunction with the squeegee pressure, speed, durometer and angle — will determine the ink transfer onto the fabric surface.
Although most textile screen printing situations will require you to use a sharp squeegee edge, coarse mesh counts will be required in some cases. This could occur
when printing with large particle size metallics or glitters.
The greatest amount of stress being applied to the screen is on the ends of the squeegee blade. Failure to round off these corners will result in premature stencil or screen mesh breakdown.
Although the variables reviewed here appear basic, they often are overlooked and result in inconsistent print quality from run to run. In the fourth and final installation of this series (to be published in January 2014), we will review the variables of the flood bar and curing parameters.
Rick Davis is the southeastern regional sales manager for Triangle Ink Co. He is a 35-year veteran of the textile screen printing and apparel manufacturing industries. His background includes plant design, management, troubleshooting, apparel manufacturing and consulting. He also is a member of the Academy of Screen Printing Technology (ASPT). For more information or to comment on this article, email Rick at rdavis@triangleink.com.
March 20, 2024 | Production
As with pretty much any business, one of the keys for apparel and T-shirt decorators running a successful custom screen-printing shop is having the right equipment, first and foremost, the right press, or presses.
FULL STORY
March 15, 2024 | Production
As is the case with flash units and dryers, screen exposure units, computer-to-screen-systems and washout booths are critical to successful screen printing of T-shirts and other apparel
FULL STORY
January 16, 2024 | Production
Go to any industry trade show or visit an actual custom apparel screen-printing shop, and your eyes will naturally be drawn to the press, or presses there. This is true whether the shop in question employs a single manual press or is running multiple autos.
FULL STORY